



一个人的心脏不好,会危及他(她)的生命;一台发动机的化油器出了毛病,会给摩托车带来许多故障。人的心脏可以通过手术进行治疗,同样道理,化油器的一些性能方面的故障,也会通过细心清洗来加以排除。由于化油器系由精密零件构成,对操作技术要求极高,稍有不慎,就会引发一系列的故障,使化油器失去原有的工作性能,给摩托车使用者带来极大的不便。为此,本文拟对化油器的清洗与调整以及操作注意要点进行探讨,供大家参考。
1. 对柱塞式化油器,可先取下化油器顶盖,取出节流阀,在用手指压缩弹簧的状态下,从节流阀上拆下节流阀钢索。卸下针夹,从节流阀上取下主油针,用手指捏住,检查主油针锥面是否磨损,此处过度磨损会使主油系(即中开度)混合气过浓。
2. 对真空膜片阀式化油器,应拧下真空室盖螺钉,从化油器上拆下真空室盖、弹簧、真空柱塞组合,检查真空柱塞在化油器内是否平滑而不旋合地运动。边按住主油针座,边将主油针座往左转动并将其卸下。从真空柱塞组合上拆下弹簧、弹簧调节器、主油针及垫圈(个别化油器,也有将弹簧调节器和主油针座做成一体的结构形式,请予以注意)。

3. 卸下浮子阀座的滤油器(如上图),检查针阀和阀座凡尔线的接触面上有无台阶状磨损及不完全接触等异常情况(有的阀座是镶嵌在化油器本体上,可用放大镜在光亮处照看)。
4. 卸下浮子室盖,依次取出浮子销、浮子与浮子针阀,检查浮子是否损伤。对中空结构的浮子,还应检查浮子内有无燃油侵入等异常情况。
5. 拆下主量孔、主喷管座、主喷管及怠速量孔(有的化油器采用主喷管、怠速量孔与本体压配合的形式)。在拆卸怠速调整螺钉时,应先将其调整螺钉(即怠速空气调整螺钉或怠速混合气调整螺钉)轻轻旋转到底,默记下旋转圈数并记录下来,以便作下次安装时的参考依据。将化油器的构成零件全部分解后,应用压缩空气清扫化油器的空气通路和燃油通路,以及主量孔、主喷管座、主喷管及怠速量孔等零件,再用汽油漂洗干净待装。为使大家对清洗化油器有比较感性的认识,现将春兰豹车上的 MIKUNI 双缸化油器的简捷清洗和调整方法介绍如下:
(1)首先将化油器的怠速量孔和真空室盖及真空弹簧、真空柱塞(注意检查真空膜片阀的耐油橡胶层,不得有针眼孔等缺陷)小心卸下,持怠速量孔朝有亮光处照看。如发现量孔堵塞严重,可用高压气体吹除,予以疏通。最后用医用针筒套上橡胶软管吸取汽油,对准怠速量孔推压几回即可。
(2)把疏通后的怠速量孔装上化油器本体,持仪表一字改锥将怠速混合气调节螺钉轻轻地旋到底。用适当直径的小牙签,小心地塞在化油器本体的空气量孔内(注意:不要过分使力用后还要拔出来)。仍用以上方法进行清洗,此时可看到化油器的过渡喷口有 3 个小孔(京滨化油器的过渡喷口有 4 个小孔)会喷出一股急速的油来,这样,过渡喷口就疏通好了。
(3)确认化油器左、右缸节气门于最小位置时能同时关闭。转动化油器节气门至最大位置并设法固定,滴几滴无水酒精将过渡喷口处洗净。剪一尺寸相当的透明胶带纸贴于过渡喷口处,将塞在空气量孔内的牙签取出。用同样的方法,对怠速量孔进行推压清洗。反复推压几次,直至空气量孔通畅为止。
(4)再次把牙签轻轻堵在空气量孔内,持仪表一字改锥将怠速混合气调节螺钉旋出,用不起毛的棉稠布擦净混合气调节螺钉的锥面,用汽油洗净后旋上并返回约 1 圈,用以上方法对怠速量孔进行反复推压清洗,直至怠速喷口喷出一股急速的油来为止。
(5)将过渡喷口的透明胶带纸和塞在空气量孔内的牙签取出,使用汽油清洗干净,最后按拆卸顺序重新组装。化油器组装后需进行混合气调整,调整一般分为两个方面,第一为怠速状况;第二为运行工况。若是多缸发动机,应先对化油器进行同步调整。现以春兰豹车双缸化油器为例,介绍具体的调整方法。
1. 化油器的同步调整
(1)在调整化油器前必须对发动机的进气部分和空气滤清器滤芯进行检查,若进气管处 O 型圈以及进气管本身有轻微裂痕或与汽缸盖处不能紧密贴合,会造成混合气过稀;如空滤器滤芯堵塞严重,可燃混合气会过浓。发动机进气部分和空气滤清器滤芯检查无异常后,方可进入下面的调整。
(2)从左、右缸进气管上卸下工艺螺钉,安装测量负压用专用接头,并在专用接头上插入负压计及橡胶软管,换上长的燃油管连接化油器和燃油箱。
(3)启动发动机,稍作暖机后,调整节气门调整螺钉,使之达到规定的怠速转速: 1400±100r/min 。测定左、右缸的真空度差值,以右缸化油器为基准,使左、右缸化油器的真空度差值在 20mmHg 以下。

(4)若真空度的差值过大时,应确认各缸化油器的怠速调节螺钉都被调整在标准的返回圈数以内,旋转节气门同调节螺钉进行同步调整(如上图所示),同时确认两节气门应在同一开关位置。调整完毕,应将左、右缸进气管的工艺螺钉重新装好,拧紧。
2. 怠速工况的调整
(1)启动前,应先卸下左、右缸火花塞,对其进行清洁,去除电极上的积碳、污垢等不洁物,擦净后装上汽缸盖,并紧之。发动机启动后,进行适当预热。待怠速工况稳定在 1400±100r/min 约 5 ~ 10 分钟,再分别将左、右缸火花塞卸下,观察其电极的颜色,棕红色为正常。
(2)若火花塞电极颜色呈干黑色,为混合气过浓,应将怠速混合气调整螺钉顺时针方向往里旋 0.25 ~ 0.5 圈左右;如呈白色则为混合气过稀,应将怠速混合气调整螺钉逆时针方向往外旋 0.25 ~ 0.5 圈左右。不管电极颜色是发黑还是发白,在调整混合气后均要将火花塞电极上原颜色去净,装上机后按上述方法再试,直至火花塞的电极颜色正常为止。
3. 行驶工况的调整
(1)在怠速工况调整正常后,可将车辆缓慢加速按序换挡,直至最高挡位运行。待发动机温度升高至约 50℃ 时,将车速平稳升至 60km/h 左右,并保持此车速运行约 5 分钟,在保证安全的前提下,采用紧急停车法,使车辆瞬间熄火,停车后支起中撑支架。
(2)稍等片刻,待发动机曲轴箱感到不烫手时(机温太高时,拆卸火花塞可能损坏其缸盖上火花塞螺纹,请予以慎重),再分别卸下左、右缸火花塞,观察其电极颜色。若呈黑色为混合气过浓,呈白色为混合气过稀,应检查化油器浮子室的油位。
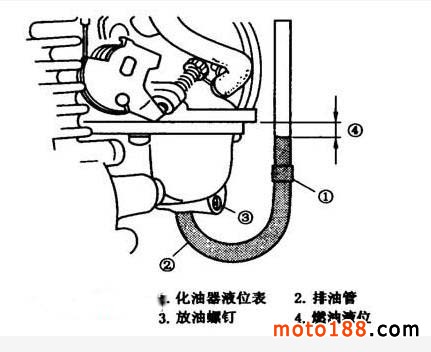
(3)拧松浮子室放油螺钉,将泄油管口垂直向上,放置于化油器本体面上,然后慢慢向下移动,直至燃油从泄油管口溢出时为止,此时的位置即为该缸化油器油位。正常的油位应在化油器本体与浮子室结合面向下 2±1mm 之间(如上图所示)。若油位过高,可通过调整浮子臂舌来实现(可参考表化油器浮子高度及怠速数据表所示)。如油位正常,则先检查该缸化油器的加浓阀是否在关闭状态以及加浓阀橡胶平面是否密封,并视情予以检修。加浓阀不泄漏时,可将化油器上盖打开,取出真空膜片阀,从阀体内取出主油针。将油针卡簧往上提一挡,混合气会变稀,往下提一挡,混合气会变浓。复装所卸零件,再按上述试车方法重新进行验证,直至火花塞的电极颜色呈棕红色为止。
为确保清洗化油器能达到较好的效果,请大家务必切记以下几点注意事项:
(1)卸下化油器后,应用干净的布或胶带盖住发动机进气口,避免灰尘及异物由此进入。
(2)化油器的清洗应在比较清洁且环境安静的场地进行。清洗前,可用毛刷蘸少许汽油将化油器外表的灰尘、油圬及污物等杂质去净,如用压缩空气吹一下,效果则更好。
(3)化油器的各量孔,都是用铜质材料制成,尤其是主量孔的一字槽口,不能有半点的毛刺。用于拆装的螺丝刀(即一字改锥)的厚度,一定要与主量孔口的一字槽宽度相等。否则,螺丝刀在其槽口打滑,会产生金属屑,掉落在量孔内。
(4)清洗化油器的本体和各量孔时,必须用压缩空气。绝对禁止使用容易起毛或掉丝的布擦拭化油器及其零件,以防掉下来的微粒余屑留在肉眼看不到的地方,产生意想不到的故障。
(5)对堵塞的量孔,严禁用钢丝之类的坚硬物体强行疏通,以免改变量孔的孔径,导致化油器性能的变化,只能使用汽油和压缩空气吹洗冲净。
(6)在清洗化油器的空气通路和燃油通路时,如是等真空膜片阀式结构,必须卸下膜片,再吹洗。否则会损失膜片。复装时,可用食指托住真空柱塞至负压室一侧(如上图所示),注意使膜片阀的方向标记对准化油器本体上的凹形槽,再依次装上弹簧、真空室盖。
(7)在装配过程中,对浮子室联结螺钉,严禁一次性拧紧,必须分几次并紧。浮子室盖的扭紧力矩在6~10N.m之间,并紧扭矩过大,会使其结合面变形,出现渗油、漏油现象。各量孔类精密零件的扭紧力矩一般只有1.5~3N.m之间,过度拧紧,会损坏其螺纹,造成零件变形等一系列问题。
(8)由于各型化油器匹配的机型不同,其化油器怠速油路各有差异,怠速调整的方法也应有所区别。从化油器的结构来讲,四冲程发动机用等真空膜片阀化油器的怠速调节螺钉用来调整进入怠速油系中的混合气量,怠速螺钉往外旋混合气变浓,往里旋则变稀;而二种程发动机用柱塞式化油器的怠速调节螺钉,是调整进入怠速油系中的空气量,怠速螺钉往外旋混合气变稀,往里旋则变浓。调整前,务必搞清楚机型和化油器的工作原理,否则会适得其反。
对无法更换的部分损伤零件,可参考以下方法进行适当修理:
(1)化油器外壳若有轻微破裂,可先用砂纸擦去痕迹,再用丙酮溶液洗净,蘸适量环氧树脂进行粘结。待固化24小时后,方可投入使用。
(2)若浮子针阀关闭不严出现渗、漏油时,可先将针阀和阀座洗净,涂少许市售牙膏在3mm或4mm丝锥的方针尖端锥面上(非螺纹端),与针阀座孔进行研磨,然后和针阀一起进行细研对磨,最后将研磨膏吹洗干净,再精心复装。
(3)对黄铜材料制成的浮子有凹陷时,可以在凹陷处焊上金属丝,将凹陷处拉平后,再将金属丝去掉。若浮子破损,可在破漏的对面再开一个小孔,使渗入浮子中的汽油排净,然后进行锡焊。但修复后的浮子重量不应超过原来浮子重量的5%~6%,否则会使浮子室油面升高。若浮子重量符合以上要求,可将浮子浸入60℃~80℃的热水中并保持1分钟以上,如无气泡冒出即为合格。浮子重量超过标准或浮子在热水中冒气泡,绝对禁止使用。
(4)对工程塑料材料制成的浮子有破损时,可用上述方法,将浮子内的燃油吹净,再用电烙铁将漏气处熨烫平整即可。





