顶杆式发动机异响主要原因分两类,一类是机械部分产生的异响,另一类是异常燃烧产生的异响。它们的组成和联系如图 1-26 所示。图 1-26 只是排列了摩托车产生噪声的部件,当然,要提高零部件的产品质量以控制噪声,还要注意到它们之间的互相作用对噪声的影响。某些摩托车虽然噪声指标是合格的,但行驶过程中,在某一速度区域内会出现异常响声,这种发动机的异响有的是一种高频的机械振动产生的;有的是尺寸链累计误差造成的;还有的是零部件抗疲劳性差所致;再有的是零部件热膨胀量不一致引起的。它对能量是一种额外的消耗,对作用的机械面也将产生损伤和破坏。
本人长期从事摩托车发动机三包更换鉴定工作,在工作中发现发动机异响占有很大比例,而顶杆机的异响又是其中最难鉴定的故障之一,且都是机械部分产生的异响。同时还发现曲轴轴承异响和配气机构异响占 60% 以上,给三包更换工作带来了巨大压力及一定的经济损失。下面就顶杆机轴承异响和配气机构异响分别进行分析,供大家参考。
曲轴轴承异响
众所周知,曲轴轴承是用来支承曲轴,且把曲轴固定在曲轴箱上。当发动机工作时,活塞受汽缸内爆炸力的推动向下运行,向下运行时的力通过连杆传至曲轴销,再推动曲轴转动。当活塞运行到下止点后,必须依靠曲轴、飞轮的惯性力,推动活塞从下止点到上止点,从上止点再到下止点,再从下止点到上止点,又开始了一次新的爆炸作功。在这个过程中,我们可以看出曲轴轴承虽说本身不作功,但其对发动机作功过程的参与是必不可少的。同时,曲轴轴承的故障引起发动机运行不正常或不运行,也是必然的和有直接影响。在长期的工作实践中,我们发现曲轴轴承的故障导致发动机异响的事例很多,特别是左曲轴轴承,它的内、外圈的游隙超标,造成曲轴轴向窜动,引起发动机异响。大家知道,顶杆机的曲轴轴承采用的是一对非标轴承 6328 ,它属向心球轴承,精度等级为 D 级,因此,它的游隙控制在 5 ~ 20μm ,同时,对曲轴箱相应的轴承孔也提出了高要求,精度等级为 K6 ,圆柱度为 2.5μm 。
在发动机的鉴定工作中,凡产生咕隆、咕隆声的发动机一般都是曲轴轴承游隙超标所致,取下曲轴后,在一圆周中用手即可感觉到外圈相对内圈有晃动,换上新曲轴后异响就消失。曲轴轴承游隙超标产生的原因主要有这么两个方面:
其一,不正确的装配方法。如曲轴组件装入箱体时,曲轴与箱体不垂直;维修作业时,装曲轴轴承时不用内圈套筒等。
其二,零件本身不合格。在实践中我们发现有的曲轴组件,其上的轴承本身游隙就超标,手感晃动厉害,装上后必然会产生发动机异响。
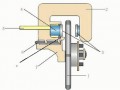
配气机构异响顶杆机的配气机构由曲轴正时齿轮、凸轮正时齿轮、下摇臂、下摇臂轴、顶杆、上摇臂、上摇臂轴、气门等组成。其中曲轴正时齿轮为主动轮,为了增大传动接触面积,减少传动中的噪声,采用了斜齿形齿轮传动方式。凸轮正时齿轮是凸轮与传动齿轮的联合体,同为轴上的两个部件。
凸轮只用一个,为进、排气共用。下摇臂是连接凸轮与顶杆的中间传动机件,它分为进气摇臂和排气摇臂,通过同一摇臂轴固定在发动机汽缸左侧的空腔里。顶杆也分进、排气顶杆,分别与下摇臂中的进、排气机件配合。上摇臂是推动进、排气门的传动机件,它将顶杆传送过来的顶力传送到气门杆,以顶起气门。上摇臂分为进、排气两个,它们分别通过支架装于汽缸头内部的前、后两处。在顶杆机异响中,我们发现下摇臂异响在配气机构异响中占有 70 %左右,故障现象是“哒哒”声,有间接响、有连续响、还有不规则响,易造成气门间隙大、上摇臂轴向间隙大和活塞与汽缸间隙大的错觉。当我们把新的下摇臂轴及一对下摇臂换上后,故障立刻消失,但几千公里以后又出现下摇臂异响。为此我们对故障点进行了分析,我们认为下摇臂异响是顶杆和上摇臂接触点、下摇臂接触点三者形成的往复运动平面与下摇臂轴不垂直造成的。
原因如下:顶杆往复运动面与下摇臂轴不垂直势必就有一个附加力矩产生,这个力矩对上摇臂来讲会造成上摇臂的轴向窜动。但上摇臂的轴向间隙目前在工艺上已进行严格控制,影响不大。
同样,这个力矩对下摇臂来讲也会造成下摇臂的轴向窜动。但是同上摇臂一样,下摇臂的轴向间隙由于一个波形弹簧垫片的存在也被消除。
因此,附加力矩对上、下摇臂的轴向窜动影响可忽略不计,但是我们要注意到上、下摇臂的转动条件是不一样的,上摇臂在其轴上的接触面要比下摇臂在其轴上的接触面大;上摇臂受力要比下摇臂平衡,下摇臂受偏心力影响(相对回转中心而言)。正因为如此,附加力矩对下摇臂产生了不良影响。
大家知道,下摇臂与下摇臂轴是间隙配合,在附加力矩和偏心力的作用下导致了下摇臂内孔与下摇臂轴在圆周方向上不均匀的局部磨损,几千公里以后,配合间隙变大就产生异响。
根据以上初步分析我们认为,对曲轴轴承产生的异响应通过加强零部件的检验手段,适度加严产品质量合格水平,产品的内在质量要能有效控制,特别是对间接的配套零部件。对配气机构产生的异响应该从设计上解决顶杆往复运动不共面的问题,仅靠维修是不能解决此类问题的。
维修注意事项
1. 拿到轴承时在没有量具,没有参数的情况下,要凭经验判断轴承是否有缺陷,手感不出有轴向间隙及内外圈相对转动没有一顶点打“愣”才行。 2. 轴承装配必须使用专用工具,受力圈必须是过盈配合的。 3. 对配气机构的异响在没有“听诊器”的情况下,可用长柄起子,按动力传递线路,在与机体的固定点上,逐步“洗耳恭听”,确认后方可下手。